
Natürlich stehen uns beim 3D-Drucken sehr viel Möglichkeiten offen, welche bei anderen Fertigungsverfahren verschlossen bleiben
Dennoch gibt es so wie beim Fräsen, Drehen, Gießen, Schweißen usw. natürlich auch für den 3D-Druck Konstruktionsrichtlinien.Um zu verstehen, warum gewisse Richtlinien einzuhalten sind, muss man verstehen, wie das jeweilige Verfahren funktioniert.
Sollte das noch nicht klar sein, kann dies hier kurz nachgelesen werden:
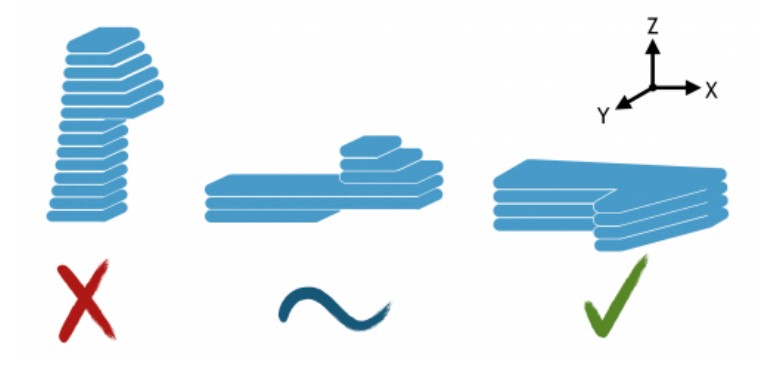
Bauteilausrichtung
Gedruckte Teile können im Normalfall in 2 Ebenen (X/Y) viel Kraft aufnehmen. In der Z-Achse (zwischen den einzelnen Schichten) hingegen kann die Festigkeit bis auf 50 % absinken. Des Weiteren ergibt sich hier, die Ausrichtungen der Überhänge und unter Umständen auch die Druckbettauflagefläche. Bezüglich der Druckbettauflagefläche sollte darauf geachtet werden dass sie wenn möglich, die größte Fläche des Bauteils ist und eine ebene Oberfläche Besitz.
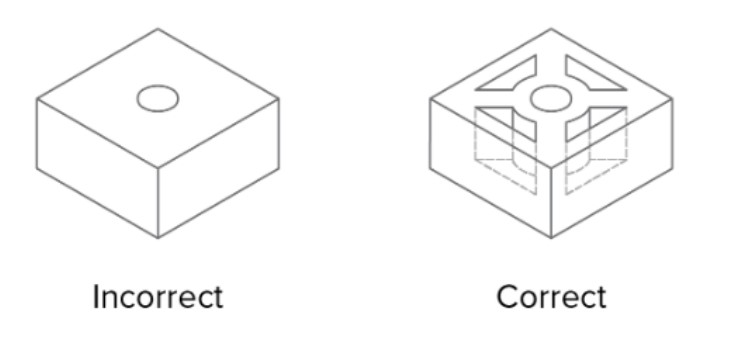
Materialanhäufungen vermeiden
Grund eines jeden Problems ist die thermische Ausdehnung. Durch diese Eigenschaft des Materials dehnt sich der Kunststoff während des Druckes aus. Die Dehnung steigt mit der Länge der zu druckenden Objekte. Je länger eine aufzutragende Schicht ist, desto größer ist die Wärmeausdehnung und somit auch die Verzugsspannung. Hat diese einen gewissen Grad überschritten, verzieht sich das Objekt, auch bei hohler Füll-Konstruktion.

Gleichbleibende Wandstärken
Um zusätzlichen Bauteilverzug zu vermeiden, sollte versucht werden gleichbleibende Wandstärken einzuhalten. Ansonsten könnte, das Bauteil unterschiedlich schnell abkühlt und erneut einen verstärkten Verzug verursachen.
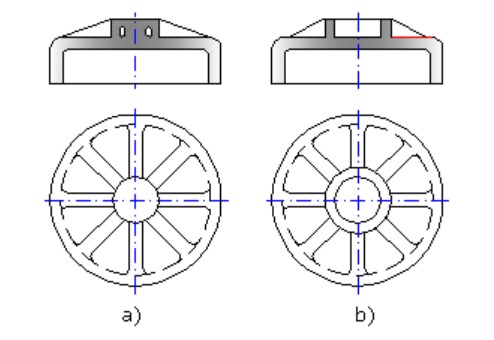
Konturenzüge statt Vollflächen
Weniger ist mehr – Durch Freistellungen und minimalistischer Konstruktion kann bis zu 1/3 des Materials eingespart werden, was wiederum Kosten/Gewicht sowie Zeit eingespart.

Mindestwandstärken
Wände sind prinzipiell ab einer Wandstärke von 0,4 mm möglich. Es sollte aber darauf geachtet werden, dass generell eine Wandstärke von 1,2 mm nicht unterschritten wird.
Zusätzlich gibt es eine Grundregel für Freistehende Wände:
Für Wände mit weniger 10 mm höhe >1,2
Für Wände mit 10 mm – 20 mm >2,0
Für Wände mit 20 mm – 30 mm >3,0
Für Wände > 30 cm >4,5 mm.

Bauteildimensionen / Aufteilung
Mehrere kleinere Bauteile besser als 1 großes Bauteil!
Je größer das Bauteil, desto schwieriger kann der Druck werden, je nach Form und Material. Wenn möglich sehr große Bauteile mehrteilig ausführen. Diese können dann miteinander verschraubt oder verklebt werden.

Geometrie der Bauteile
Überhängende Geometrien (z.B. Winkel einer umgekehrten Pyramide)
Grundsätzlich gilt: Je feiner die Schichtstärke, desto flacher kann der Winkel ausgeführt werden. Negative Winkel bis 45° stellen in der Regel kein Problem dar. Möchte man trotzdem höhere Winkel oder sogar frei hängende Flächen erreichen kann eine Stützkonstruktion verwendet werden. Diese muss aber händisch entfernt und die Fläche mechanisch nachbearbeitet werden.


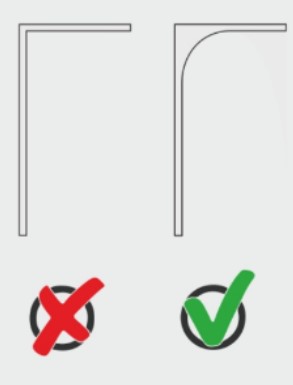
Kantengestaltung
Radien anstelle Scharfer Innenkanten! Um Spannungsspitzen zu vermeiden, ist es dringend erforderlich sämtliche innen liegenden Kanten mit Radien zu versehen.
Gewindeeinsätze vorsehen!
Sofern Verschraubungen benötig werden, wird dazu geraten Gewindeeinsätze (ENSAT) zu verwenden. Da die Kraftübertragung besser gewährleistet werden kann.

Intelligente Strukturen
Features Integrieren und Mehrwert schaffen! Nütze die Möglichkeit, einen Mehrwert der Bauteile zu erzeugen. sie können zum Beispiel ohne großen Aufwand eine Sollbruchstelle integrieren die bei einem Crash einen größeren Schaden der Anlage vermeidet, oder in den Bauteilen Leerverrohrungen oder Blasdüsen+ Zuleitung integrieren. Dies Hilft wiederum Platz zu sparen und unnötigen Beschädigungen vorzubeugen.

Hinterlasse einen Kommentar